




The best type of laser for metal engraving depends on the specific metal, desired depth, speed, and finish quality. Here are the top laser types used for metal engraving:
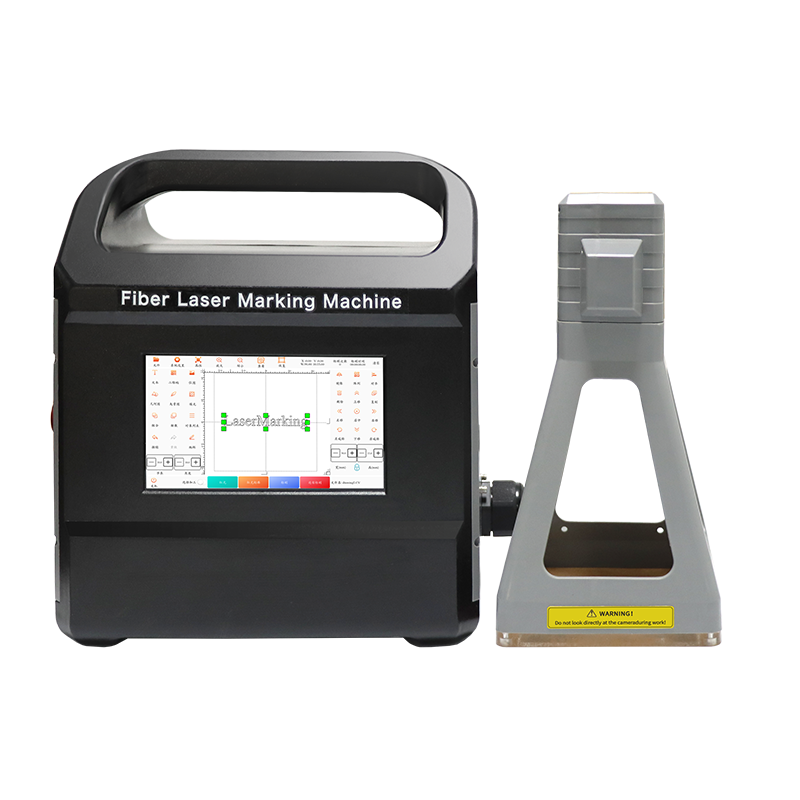
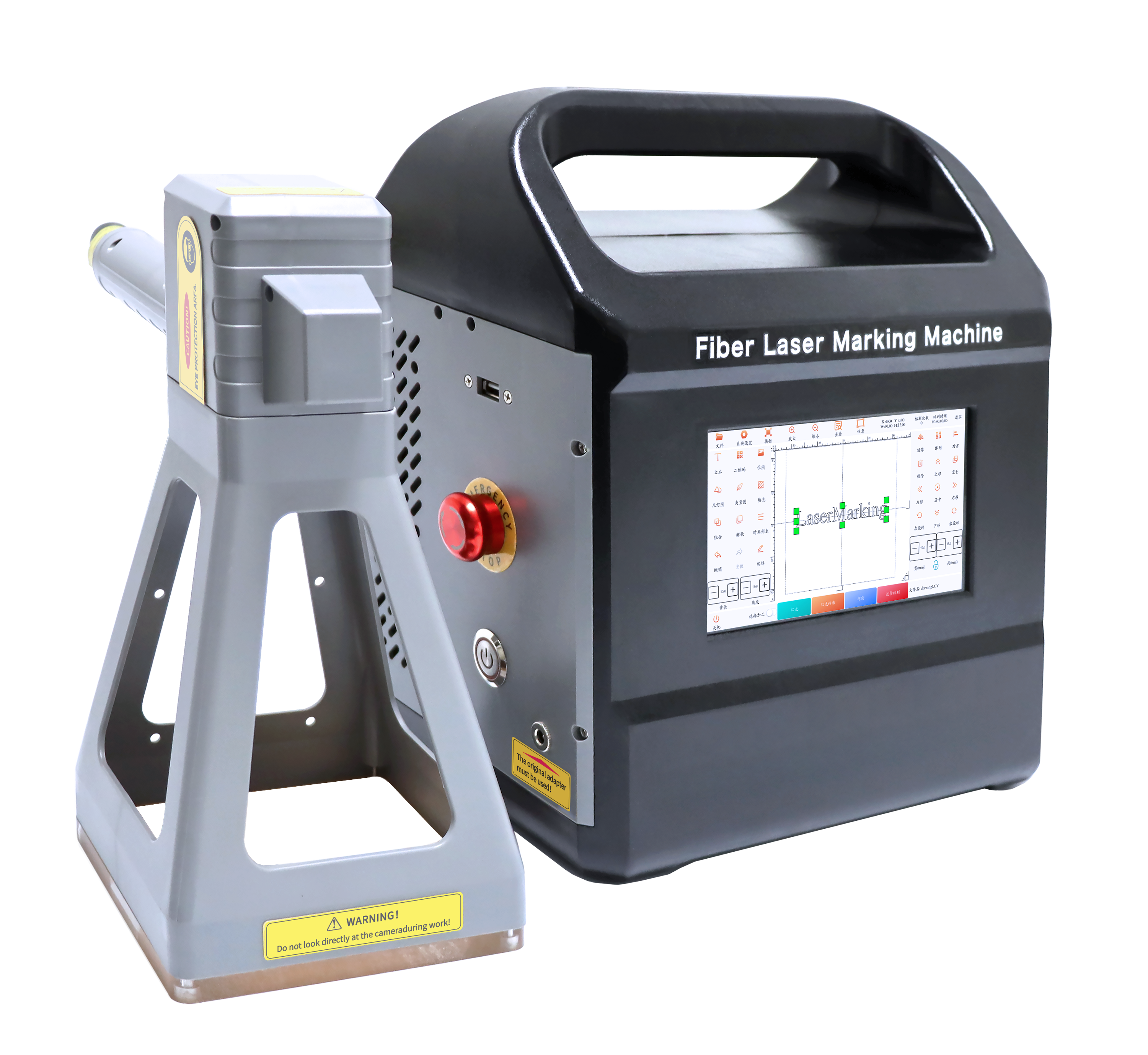
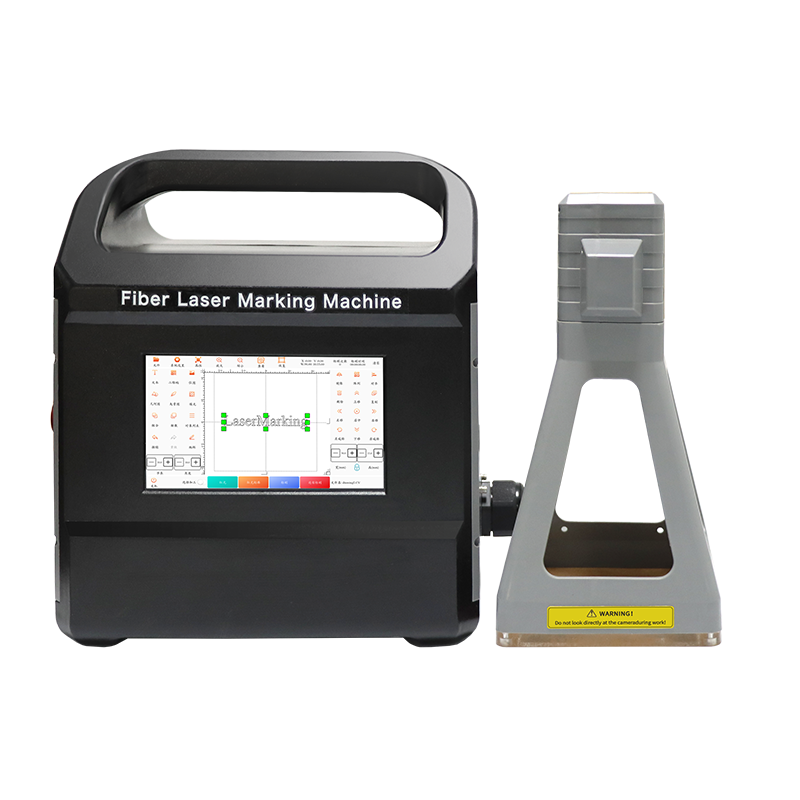
1. Fiber Lasers (Best for Most Metals)
Wavelength: 1064 nm (infrared)
Power Range: 20W – 100W+ (higher power for deeper engraving)
Best For: Steel, stainless steel, aluminum, titanium, brass, copper, and some coated metals.
Advantages:
High precision and speed.
No consumables (no gas or frequent replacements).
Can mark/engrave without additional coatings.
Low maintenance (solid-state laser).
Limitations: Less effective on bare copper or highly reflective metals without surface treatment.
2. CO₂ Lasers (With Marking Additives)
Wavelength: 10.6 μm (far-infrared)
Power Range: 30W – 150W+
Best For: Anodized aluminum, painted/coated metals, or metals treated with marking sprays (e.g., CerMark, LaserBond).
Advantages:
Good for non-metals (wood, acrylic) as well.
Lower initial cost than fiber lasers.
Limitations:
Cannot engrave bare metals effectively without coatings.
Slower than fiber lasers for metal engraving.
3. Green Lasers (532 nm) & UV Lasers (355 nm)
Best For: High-precision marking on sensitive metals (gold, silver, copper, PCBs).
Advantages:
Better absorption by reflective metals.
Minimal heat-affected zone (great for fine details).
Limitations:
Expensive compared to fiber lasers.
Lower power limits engraving depth.
4. MOPA Fiber Lasers (Adjustable Pulse Duration)
Best For: Color marking on stainless steel, titanium, and deep engraving.
Advantages:
Can create black, gold, and other colored marks.
More control over pulse width for different effects.
Which One Should You Choose?
For industrial metal engraving (steel, titanium, aluminum): Fiber Laser (best overall).
For jewelry or electronics (gold, silver, copper): Green or UV Laser (higher precision).
For coated metals or mixed materials: CO₂ Laser with marking spray.
For colored or high-contrast marks on stainless steel: MOPA Fiber Laser.
Bonus Tip:
For deep engraving (not just surface marking): Use a high-power pulsed fiber laser (50W+) or a nanosecond/picosecond laser for ultra-fine results.